
1. Hardened Wear Surfaces
a. Increases tooling life and ensures datum surfaces do not
deteriorate
b. Examples include: Case Hardening, Oil / Air Hardening,
Pre-hardened Alloy Steel
2. Exotic Materials used where burn-through, spatter, or
part-to-fixture adhesion are of concern.
a. Ampco 18 or 21 Bronze, Concast 954 Aluminum Bronze, Elkonite
3. Built-in X-Y-Z Shimmability
a. Quickly adjust fixture to produce desired dimension
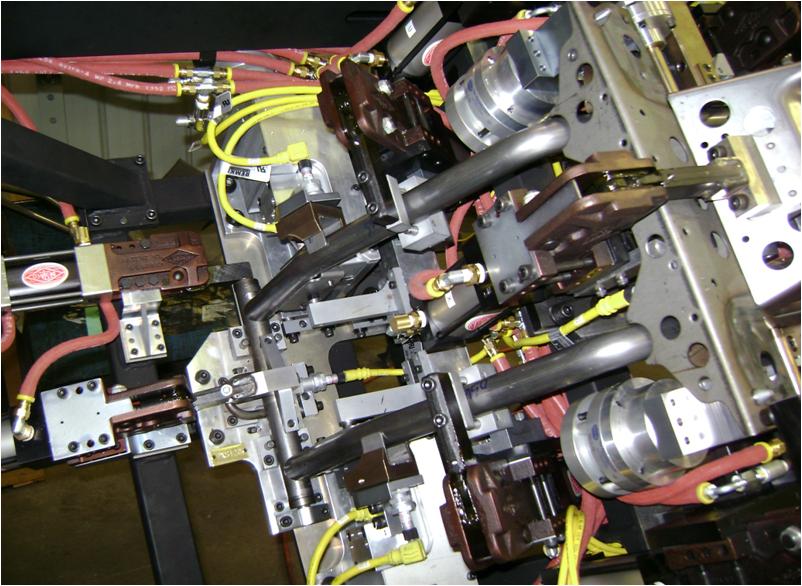
4. Pneumatic or Hydraulic Clamping
a. Needed for speed or operator ergonomics.
5. 2-Hand anti-tie down circuitry to prevent clamping accidents
a. Two hands required to initiate clamping and/or unclamping
sequences.
6. Part Failsafing to Prevent Mis-Loading
a. Offset Tooling Holes
b. Different Diameter Tooling Holes
c. Part Profile Failsafing
7. Robotic Interfacing
a. Part sensing qualification
b. Solenoid valving to open clamps during weld sequence
c. Touch sensing during weld sequence
8. Finished Part Ejection
a. Part weight or deformation may require removal assistance.
9. Parts are Self-retained before clamping
a. Interlocking Piece Parts (Male-Female features)
b. Magnets or stock pushers to hold before clamping
10. Lifting Provisions for tooling removal / transport
a. Forklift pockets built into fixture or base stand
b. Lifting hooks provided on top of tooling